[Webinar]
KI in Ihre Field Service Operations
Wenn Unternehmen Investitionen in neue technologische Lösungen in Erwägung ziehen, stellen sie sich die Frage nach der Messung des ROI
11/12/2023
Verschwenden Sie keine Zeit und kein Budget für die Behebung von Fehlern in Ihren Field-Operations. Nutzen Sie Computer Vision, um zu sehen, wie Ihre Qualitätsstandards systematisch und automatisch angewendet werden.
Erledigen Sie die Arbeit gleich beim ersten Mal richtig. Jedes Mal.
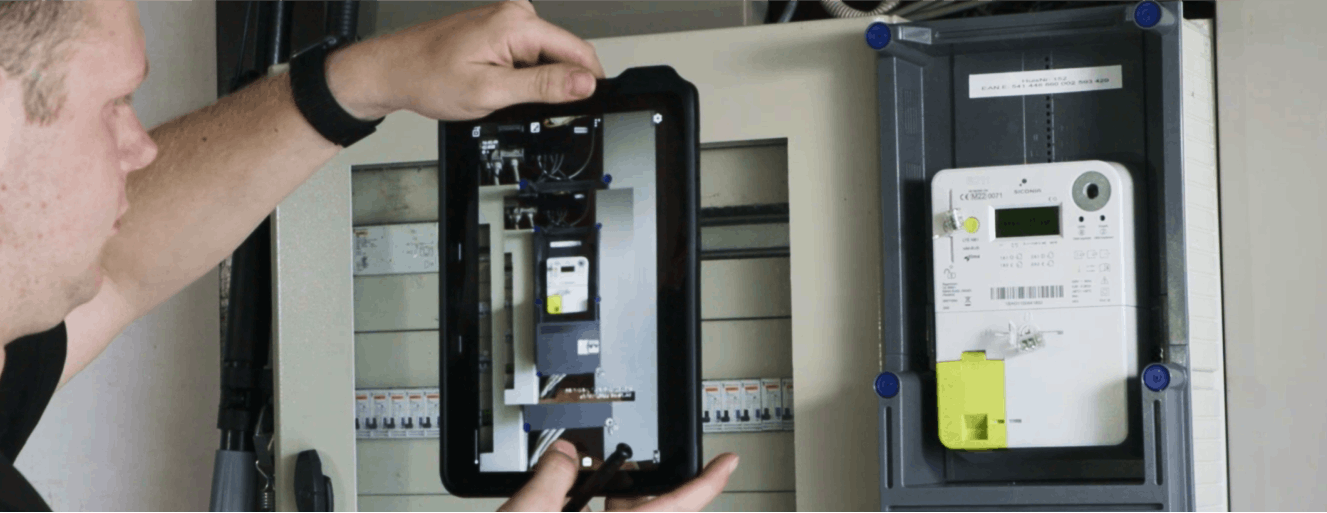










Begeben Sie sich auf eine Reise zur Revolutionierung der Qualitätskontrolle beim Bau, Bereitstellung und der Wartung kritischer Infrastrukturen.
Durch die Automatisierung der Qualitätskontrolle ermöglicht die KI-Plattform von Deepomatic den Telekommunikations-, Versorgungs- und Ökostromunternehmen, 100 % der Field-Operations in Echtzeit zu überprüfen. Sie erhöhen ihre First-Time-Right-Rate, ohne dass weitere Fehler zurückbleiben.
Glasfaser
Wireless
Der richtige Partner für Sie
Erstklassige Computer Vision
Nutzen Sie modernste Modelle wie Vision Transformers, um Ihren KI-Qualitätskontrollprozess weiter zu optimieren.
“Off-the-shelf” KI-Modelle
Wir bieten kundenspezifische Modelle für verschiedene Branchen, Länder und Anwendungen an, um den Einsatz und die Time-to-Value unserer Plattform zu beschleunigen.
Evolutive Plattform
Neue Komponenten? Neue Kontrollpunkte? Wir arbeiten mit Ihnen zusammen, um die Plattform an Ihre Qualitätskontrollanforderungen anzupassen.
Vorgefertigte Konnektoren
Setzen Sie unsere erstklassige Benutzererfahrung im Feld einfach in Ihre vorhandenen Workforce-Management Systeme ein.
$4.93M
Benefits Present Value
ROI
< 6 months
Payback Time
→ Powered by FORRESTER
Deepomatic hat Forrester Consulting beauftragt, den ROI zu analysieren, den Unternehmen von der Implementierung seiner Computer-Vision-Plattform erwarten können. Laden Sie die Studie herunter, um mehr über die Vorteile und Kosten unserer Plattform zu erfahren
Laden Sie die Studie herunter